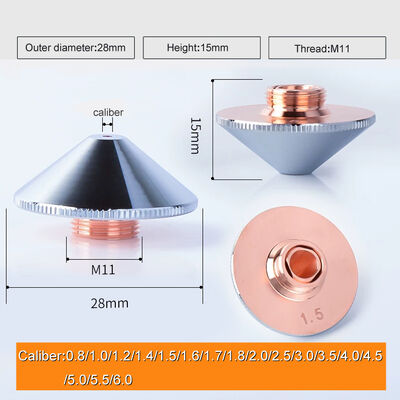
এইচটি৪৪০০ প্লাজমা কাটার মেশিনের আনুষাঙ্গিকের জন্য প্লাজমা কাটার মেশিনের নোজেল ১২০৭৮৭
সাংহাই ঝুবো ওয়েল্ডিং অ্যান্ড কাটিং টেকনোলজিপ্লাজমা Consumables ইলেকট্রোড, ডোজ, ঢাল, ঘূর্ণায়মান রিং, অভ্যন্তরীণ ক্যাপ, ধরে রাখার ক্যাপ, জল নল, টর্চ শরীরের বিভিন্ন মডেল সরবরাহ করতে পারেন, যেমন HT4400, HPR400XD, HPR260XD, HPR130XD, HPR260, HPR130,HSD130, HD3070, HD4070, HT2000, MAX200, POWERMAX1650, POWERMAX1250, POWERMAX65, POWERMAX85, POWERMAX45, POWERMAX30 ইত্যাদি
প্লাজমা ব্যবহারযোগ্য সামগ্রী, প্লাজমা কাটার আনুষাঙ্গিক, প্লাজমা কাটার যন্ত্রাংশ, প্লাজমা কাটার ব্যবহারযোগ্য সামগ্রী, প্লাজমা কাটার ব্যবহারযোগ্য সামগ্রী, প্লাজমা কাটার টিপস, প্লাজমা কাটার টিপস, প্লাজমা কাটার টিপস এবং ইলেকট্রোড,প্লাজমা কাটার ইলেকট্রোড, প্লাজমা মেশিনের টর্চ, প্লাজমা কাটার টর্চ, প্লাজমা টর্চের যন্ত্রাংশ, প্লাজমা কাটার সুইভল রিং, প্লাজমা কাটার নল,প্লাজমা কাটার নল,প্লাজমা কাটার নল
1আমরা গ্রাহকের চাহিদা অনুযায়ী তৈরি করতে পারি। প্রায় সব অংশই স্টক আছে।
2. কঠোর মান নিয়ন্ত্রণ. আমাদের পণ্য CNC মেশিন ব্যবহার প্রক্রিয়াজাত করা হয়, আমরা উচ্চ নির্ভুলতা পরীক্ষার সরঞ্জাম পনের সেট এবং আশি অভিজ্ঞ দক্ষ শ্রমিক আছে.
3. আমাদের সাথে যোগাযোগ করতে স্বাগতম. আপনি আমাদের ই-মেইল, স্কাইপ, WhatSapp, Wechat বা কল পাঠাতে পারেন.
4বাইরের প্যাকেজিংঃ স্ট্যান্ডার্ড এক্সপোর্ট কার্টন।
5আপনার যদি কোন প্রশ্ন থাকে তাহলে আমাদের জানান।

| মেশিন | HEC NO. | রিফঃ না। | বর্ণনা |
HPR ১৩০
এইচপিআর ২৬০
HPR 130XD
HPR 260XD
HPR 400XD | H03192 | 220192 | ইলেক্ট্রোড, ৩০ এম্প |
| H03552 | 220552 | ইলেক্ট্রোড, ৫০ এম্প |
| H03187 | 220187 | ইলেক্ট্রোড,৮০ এম্প |
| H03181 | 220181 | ইলেক্ট্রোড,১৩০ এম্প |
| H03352 | 220352 | ইলেক্ট্রোড, ২০০ এম্প |
| H03435 | 220435 | ইলেক্ট্রোড, ২৬০ এম্প |
| H03649 | 220649 | ইলেক্ট্রোড,১৩০ এম্পের বেভেল |
| H03541 | 220541 | ইলেক্ট্রোড, ২৬০ এম্পের বেভেল |
| H03665 | 220665 | ইলেক্ট্রোড, ১৩০ এম্প (সিলভার প্লাস) |
| H03666 | 220666 | ইলেক্ট্রোড, ২০০ এম্প (সিলভার প্লাস) |
| H03668 | 220668 | ইলেক্ট্রোড, ২৬০ এম্প (সিলভার প্লাস) |
| H03629 | 220629 | ইলেক্ট্রোড,৪০০ এম্প |
| এইচ-৭৩১৮০ | 220180 | সিরল রিং, ৩০ এম্প |
| H73553 | 220553 | সিরল রিং, ৫০ এম্প |
| H73353 | 220353 | সিরল রিং, ২০০ এম্প |
| এইচ-৭৩১৭৯ | 220179 | সিরল রিং,80/130/260Amp ((বিভেল) |
| H73436 | 220436 | সিরল রিং, ২৬০/২৬০ এম্প (বিভেল) |
| H73631 | 220631 | ঘূর্ণায়মান রিং,400/400Amp ((বিভেল) |
| H13193 | 220193 | নল, ৩০ এম্প |
| H13554 | 220554 | ডোজেল, ৫০ এম্প |
| H13188 | 220188 | নল, ৮০ এম্পার |
| H13182 | 220182 | নল,১৩০ এম্প |
| H13354 | 220354 | ডোজেল, ২০০ এম্প |
| এইচ১৩৪৩৯ | 220439 | নল, ২৬০ এম্প |
| H13646 | 220646 | ডোজ,১৩০ এম্প (বিভেল) |
| এইচ১৩৫৪২ | 220542 | নজল, ২৬০ এম্প (বিভেল) |
| এইচ১৩৬৩২ | 220632 | ডোজেল,৪০০/৪০০এম্প (বিভেল) |
| H33754 | 220754 | ৩০/৫০ এএমপি |
| H33176 | 220176 | ৮০/১৩০ এম্পের সংরক্ষণ সীমা |
| H33355 | 220355 | 200Amp এর মধ্যে সীমাবদ্ধতা |
| এইচ৩৩৪৩৩ | 220433 | রক্ষণাবেক্ষণ সীমা 260Amp |
| এইচ৩৩৬০৩ | 220603 | রিটেইনার ক্যাপ (বিভেল) 130/260Amp |
| এইচ৩৩৭৫৬ | 220756 | ৮০/১৩০ এম্পের সংরক্ষণ সীমা |
| H33757 | 220757 | 200Amp এর মধ্যে সীমাবদ্ধতা |
| H33760 | 220760 | রক্ষণাবেক্ষণ সীমা 260Amp |
| H33635 | 220635 | ৪০০/৪০০ এম্প (বিভেল) |
| এইচ৩৩৭৪০ | 220740 | রিটেইনার ক্যাপ (বিভেল) 130/260Amp |
| H23194 | 220194 | ঢাল, ৩০ এএমপি |
| H23555 | 220555 | ঢাল, ৫০ এম্প |
| H23189 | 220189 | ঢাল, ৮০ এম্প |
| H23183 | 220183 | ঢাল,১৩০ এম্প |
| H23356 | 220356 | ঢাল, ২০০ এম্প |
| H23440 | 220440 | ঢাল, ২৬০ এম্প |
| H23645 | 220645 | ঢাল,১৩০ এম্প (বিভেল) |
| এইচ২৩৫৪৫ | 220545 | ঢাল, ২৬০ এম্প (বিভেল) |
| এইচ-২৩৭৬১ | 220761 | ঢাল, ২০০ এম্প |
| এইচ২৩৭৬৪ | 220764 | ঢাল, ২৬০ এম্প |
| H23636 | 220636 | ঢাল,৪০০/৪০০এম্প (বিভেল) |
| H23742 | 220742 | ঢাল,১৩০ এম্প (বিভেল) |
| H23741 | 220741 | ঢাল, ২৬০ এম্প (বিভেল) |
| H43173 | 220173 | 30/50/80/130Amp-এর মধ্যে সীমাবদ্ধতা |
| H43398 | 220398 | রিটেনিং ক্যাপ 200/260/(বিভেল) 130/260Amp |
| এইচ-৪৩৭৪৭ | 220747 | 30/50/80/130Amp-এর মধ্যে সীমাবদ্ধতা |
| এইচ-৪৩৬৩৭ | 220637 | সংরক্ষণ সীমা 200/260/400Amp ((বিভেল) |
| H83818 | 128818 | এইচপিআর টর্চ মেশিন |
| H83162 | 220162 | দ্রুত সংযোগ বিচ্ছিন্ন টর্চ |
| H83163 | 220163 | দ্রুত সংযোগ বিচ্ছিন্নকরণ ধারক |
| H83706 | 220706 | দ্রুত সংযোগ বিচ্ছিন্ন টর্চ |
| H83705 | 220705 | দ্রুত সংযোগ বিচ্ছিন্নকরণ ধারক |
| এইচ-৯৩৫৭১ | 220571 | ও-রিং সহ পানি নল |
| এইচ৯৩৩৪০ | 220340 | ও-রিং সহ ওয়াটার টিউব ((30/50/80/130/200/260Amp) |
| H93700 | 220700 | বেভেল ওয়াটার টিউব (হালকা ইস্পাত-130A) |
টেকনিক্যাল সাপোর্ট:
প্লাজমা কাটিয়া মেশিনের বিষয়ে মনোযোগ প্রয়োজন
সিএনসি প্লাজমা কাটিং মেশিনের কাটিং পরামিতিগুলির নির্বাচন কাটিং গুণমান, কাটিং গতি এবং দক্ষতার জন্য খুব গুরুত্বপূর্ণ।উচ্চ মানের দ্রুত কাটা জন্য CNC প্লাজমা মেশিন সঠিক ব্যবহার, কাটিয়া প্রক্রিয়া পরামিতি গভীরভাবে বোঝা এবং আয়ত্ত করা আবশ্যক।
1, আর্ক ভোল্টেজঃ সাধারণত পাওয়ার সাপ্লাই এর স্বাভাবিক আউটপুট ভোল্টেজ কাটা ভোল্টেজ বিবেচনা করা হয়। প্লাজমা আর্ক কাটার মেশিন সাধারণত একটি উচ্চ নো-লোড ভোল্টেজ এবং অপারেটিং ভোল্টেজ আছে,নাইট্রোজেনের মত উচ্চ আয়নীকরণ শক্তি ব্যবহারে, হাইড্রোজেন বা বায়ু, প্লাজমা আর্ক স্থিতিশীল করার জন্য প্রয়োজনীয় ভোল্টেজ উচ্চতর হবে।ভোল্টেজের বৃদ্ধি মানে আর্ক এন্টালপি বৃদ্ধি এবং কাটা ক্ষমতা উন্নত. যদি এন্টালপি বাড়ানো হয়, তবে জেট ব্যাসার্ধ এবং গ্যাসের প্রবাহের হার হ্রাস করা যেতে পারে, এবং দ্রুত কাটার গতি এবং আরও ভাল কাটার গুণমান পাওয়া যায়।
2, কাজ গ্যাস এবং প্রবাহঃ গ্যাস কাটিয়া গ্যাস এবং সহায়ক গ্যাস সহ, কিছু সরঞ্জাম কিন্তু গ্যাস আর্ক জন্য, সাধারণত কাটিয়া উপাদান টাইপ অনুযায়ী,উপযুক্ত কাজের গ্যাস নির্বাচন করার জন্য বেধ এবং কাটা পদ্ধতি. কাটিয়া গ্যাস শুধুমাত্র প্লাজমা জেট গঠনের নিশ্চিত করার জন্য নয়, কিন্তু গলিত ধাতু এবং অক্সাইড কাটা অপসারণ নিশ্চিত করার জন্য। একটি বড় গ্যাস প্রবাহ আর্ক থেকে আরো তাপ নিতে হবে,জেট দৈর্ঘ্য ছোট হয়ে যায়, যার ফলে কাটা ক্ষমতা হ্রাস পায় এবং আর্ক অস্থিরতা; খুব ছোট গ্যাস প্রবাহ প্লাজমা আর্ক সরলতা এবং কাটা গভীরতা অগভীর কারণে হারিয়ে যায়, কিন্তু এছাড়াও ঝুলন্ত slag উত্পাদন করা সহজ;তাই গ্যাস প্রবাহ কাটা বর্তমান এবং গতি সঙ্গে খুব ভাল সহযোগিতা করতে হবে. এখন প্লাজমা আর্ক কাটার মেশিন বেশিরভাগই প্রবাহ নিয়ন্ত্রণের জন্য গ্যাসের চাপের উপর নির্ভর করে, কারণ যখন বন্দুকের শরীরের pore আকার নিয়ন্ত্রণ করে, গ্যাসের চাপ প্রবাহ নিয়ন্ত্রণ করবে।একটি নির্দিষ্ট প্লেট বেধ কাটা জন্য গ্যাস চাপ সাধারণত সরঞ্জাম প্রস্তুতকারকের দ্বারা সরবরাহিত তথ্য অনুযায়ী নির্বাচিত হয়. যদি অন্যান্য বিশেষ অ্যাপ্লিকেশন থাকে, গ্যাস চাপ প্রকৃত কাটা পরীক্ষা দ্বারা নির্ধারিত করা প্রয়োজন। সবচেয়ে সাধারণভাবে ব্যবহৃত কাজ গ্যাস আর্গন, নাইট্রোজেন, অক্সিজেন, বায়ু এবং H35 অন্তর্ভুক্ত,আর্গন নাইট্রোজেন গ্যাস মিশ্রণইত্যাদি।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!