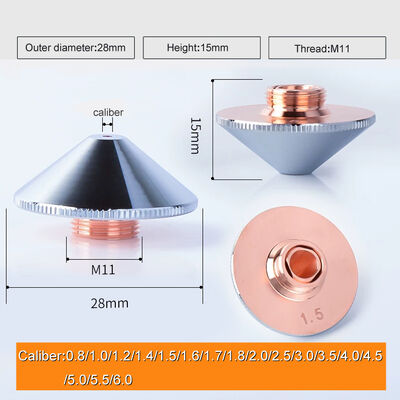
HT4400 স্ক্রিল রিং 120792, প্লাজমা কাটার স্ক্রিল রিং,প্লাজমা মেশিন স্ক্রিল রিং
প্রায়শই জিজ্ঞাসিত প্রশ্নঃ
প্রশ্ন 1: আমি গুণমান পরীক্ষা করার জন্য একটি বিনামূল্যে নমুনা পেতে পারি?
উত্তরঃ অবশ্যই, আমরা বিনামূল্যে নমুনা সরবরাহ করতে পারি কিন্তু আপনাকে নিজেরাই এক্সপ্রেস খরচ বহন করতে হবে।
প্রশ্ন ২ঃ আমি কি ক্যারিয়ার চার্জ দিতে পারব?
উঃ হ্যাঁ, আপনি এক্সপ্রেস চার্জ দিতে পারবেন অথবা আপনার অ্যাকাউন্ট ঠিক আছে।
প্রশ্ন 3: আমি কি আমার পণ্যগুলিতে আমার ট্রেডমার্ক যুক্ত করতে পারি?
উঃ হ্যাঁ, আমাদের আপনার অনুমোদনের শংসাপত্র দরকার।

| মেশিন |
HEC NO. |
রিফঃ না। |
বর্ণনা |
|
HT4400
|
H04785 |
120785 |
ইলেক্ট্রোড, অক্সিজেন, ১০০ এম্প |
| H04793 |
120793 |
ইলেক্ট্রোড, অক্সিজেন, ২০০ এম্প |
| H04802 |
120802 |
ইলেক্ট্রোড, অক্সিজেন, 300 এম্প |
| H04810 |
120810 |
ইলেক্ট্রোড, অক্সিজেন, ৪০০ এম্প |
| H04855 |
120855 |
ইলেক্ট্রোড, নাইট্রোজেন, ২০০/৪০০ এম্প |
| H74783 |
120783 |
হুইরল রিং, অক্সিজেন, ১০০ এম্পার |
| এইচ৭৪৭৮৪ |
120784 |
হুইরল রিং, অক্সিজেন, ১০০ এম্প, সিসিডব্লিউ |
| H74791 |
120791 |
হুইরল রিং, অক্সিজেন, ২০০ এম্পার |
| H74792 |
120792 |
সিরল রিং, অক্সিজেন, ২০০ এম্প, সিসিডব্লিউ |
| H74913 |
120913 |
হুইরল রিং, অক্সিজেন, ৩০০ এম্পার |
| H74914 |
120914 |
ঘূর্ণি রিং, অক্সিজেন, 300Amp, CCW |
| H74939 |
120939 |
ঘূর্ণি রিং, অক্সিজেন, 400 এম্পার |
| H74940 |
120940 |
ঘূর্ণি রিং, অক্সিজেন, 400Amp, CCW |
| H74853 |
120853 |
ঘূর্ণি রিং, নাইট্রোজেন, 200/400Amp |
| H14777 |
120777 |
নজল, অক্সিজেন, ১০০ এম্পার |
| এইচ১৪৭৭৮ |
120778 |
ডোজেল, অক্সিজেন, ১০০ এম্প, সিসিডব্লিউ |
| এইচ১৪৭৮৭ |
120787 |
ডোজ, অক্সিজেন, ২০০ এম্পার |
| এইচ১৪৭৮৮ |
120788 |
ডোজ, অক্সিজেন, ২০০ এম্প, সিসিডব্লিউ |
| এইচ১৪৭৯৪ |
120794 |
নল, অক্সিজেন 300/নাইট্রোজেন 200Amp |
| এইচ১৪৭৯৫ |
120795 |
নজল, অক্সিজেন 300/নাইট্রোজেন 200Amp, CCW |
| এইচ১৪৯৩৪ |
120934 |
ডোজেল, অক্সিজেন, ৪০০ এম্পার |
| H14935 |
120935 |
ডোজেল, অক্সিজেন, ৪০০ এম্প, সিসিডব্লিউ |
| এইচ১৪৮৫৬ |
120856 |
নজল, নাইট্রোজেন, ৪০০ এম্পার |
| এইচ১৪৮৫৭ |
120857 |
নজল, নাইট্রোজেন, 400Amp, CCW |
| H44786 |
120786 |
রিটেনিং ক্যাপ, ১০০/২০০/৩০০/৪০০ এম্প |
| H44907 |
120907 |
HIS ট্যাব সহ 100/200/300/400Amp ধরে রাখার সীমা |
| H44786 |
120786 |
রিটেনিং ক্যাপ, ১০০/২০০/৩০০/৪০০ এম্প |
| এইচ৪৪৯৮৪ |
120984 |
পানির নিচে রক্ষণাবেক্ষণের সীমা,100/200/300/400Amp |
| এইচ৮৪৬৫১ |
120651 |
টর্চ প্রধান শরীর |
| H94025 |
120025 |
জল শীতল টিউব |
| H94028 |
044028 |
ও-রিং |
|
HT 4001
|
H04285 |
020285 |
ইলেকট্রোড,N2 |
| H04663 |
020663 |
ইলেক্ট্রোড, অক্সিজেন, ২৬০ এম্প |
| H04630 |
120630 |
ইলেক্ট্রোড, অক্সিজেন, ৩৪০ এম্প |
| H74039 |
020039 |
সিরল রিং, N2,120/166/187 |
| এইচ৭৪০৪০ |
020040 |
ঘূর্ণি রিং, এন২ |
| H74623 |
020623 |
হুইরল রিং, অক্সিজেন |
| H74135 |
120135 |
ঘূর্ণি রিং, অক্সিজেন, ৩৪০ এমপি |
| এইচ১৪২৮১ |
020281 |
নল, এন২ |
| H14282 |
020282 |
নল, এন২ |
| এইচ১৪২৮৩ |
020283 |
নল, এন২ |
| এইচ১৪২৮৪ |
020284 |
নল, এন২ |
| এইচ-১৪০৮৬ |
020086 |
ডোজ, অক্সিজেন |
| H44580 |
020580 |
রক্ষণাবেক্ষণের সীমা,N2 |
| H44579 |
020579 |
সংরক্ষণের সীমা |
| H44185 |
120185 |
রক্ষণাবেক্ষণ ক্যাপ, অক্সিজেন, 50Amp |
টেকনিক্যাল সাপোর্ট:
এ
প্লাজমা কাটিয়া মেশিনের বিষয়ে মনোযোগ প্রয়োজন
সিএনসি প্লাজমা কাটিং মেশিনের কাটিং পরামিতিগুলির নির্বাচন কাটিং গুণমান, কাটিং গতি এবং দক্ষতার জন্য খুব গুরুত্বপূর্ণ।উচ্চ মানের দ্রুত কাটা জন্য CNC প্লাজমা মেশিন সঠিক ব্যবহার, কাটিয়া প্রক্রিয়া পরামিতি গভীরভাবে বোঝা এবং আয়ত্ত করা আবশ্যক।
প্রথমত, কাটিয়া বর্তমানঃ এটি সবচেয়ে গুরুত্বপূর্ণ কাটিয়া প্রক্রিয়া পরামিতি, সরাসরি কাটিয়া বেধ এবং গতি নির্ধারণ করে, অর্থাৎ, কাটা ক্ষমতা। প্রভাবঃ 1, কাটিয়া বর্তমান বৃদ্ধি,আর্ক শক্তি বৃদ্ধি, কাটা ক্ষমতা, কাটিয়া গতি বৃদ্ধি করা হয়; 2, কাটিয়া বর্তমান বৃদ্ধি, আর্ক আর্ক ব্যাস বৃদ্ধি পরিবর্তনশীল রুক্ষ incision প্রস্থ তোলে; 3,নল থেকে বর্তমান রাষ্ট্রদূত কাটা তাপ লোড বৃদ্ধি, নল অকাল ক্ষতি, কাটিয়া মানের প্রাকৃতিক পতন, এমনকি স্বাভাবিক কাটা করতে পারবেন না.তাই কাটা বর্তমান এবং সংশ্লিষ্ট ডোজ কাটার আগে উপাদান বেধ অনুযায়ী বেছে নেওয়া উচিত.
দ্বিতীয়ত, কাটা গতিঃ সরঞ্জাম অনুযায়ী শ্রেষ্ঠ কাটা গতি পরিসীমা চিত্রিত বা উপাদান বেধ, বিভিন্ন উপকরণ, উচ্চ গলন বিন্দু নির্ধারণের জন্য পরীক্ষা নির্বাচিত,তাপ পরিবাহিতা এবং গলন পৃষ্ঠ চাপ এবং অন্যান্য কারণ, কাটা গতি এছাড়াও একটি সংশ্লিষ্ট পরিবর্তন হয়. প্রধান কর্মক্ষমতাঃ 1, কাটা গতি কাটা মান উন্নত করতে উন্নত করা যেতে পারে, যে সামান্য সংকীর্ণ incision হয়,ক্ষত পৃষ্ঠ আরো মসৃণ, এবং বিকৃতি কমাতে পারেন। 2, কাটা গতি খুব দ্রুত যে কাটা লাইন শক্তি প্রয়োজনীয় মান কম,জেট মধ্যে কাটা seam দ্রুত গলিত কাটা গলিত অবিলম্বে ফুঁ এবং বৃহত্তর প্রতিরোধ গঠন করতে পারে না3, যখন কাটা গতি খুব কম, কারণ কাটা প্লাজমা আর্ক অ্যানোড হয়,আর্ক এর স্থিতিশীলতা বজায় রাখার জন্য, অ্যানোড স্পট বা অ্যানোড অঞ্চলের কাছাকাছি পাওয়া সাম্প্রতিক আর্ক কাটিয়া seam, একই সময়ে একটি রেডিয়াল জেট আরো তাপ পাস হবে, তাই incision প্রশস্ত হয়ে,নীচের ফ্ল্যাঞ্জের গলিত উপাদানের খাঁজটির উভয় পাশে সমষ্টি এবং কোগুলেশন4, যখন গতি খুব কম, কারণ কাটা খুব প্রশস্ত হয়,আর্ক এমনকি আউট করা হবেএটি দেখা যায় যে ভাল কাটিয়া গুণমান এবং কাটিয়া গতি পৃথক করা যাবে না।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!