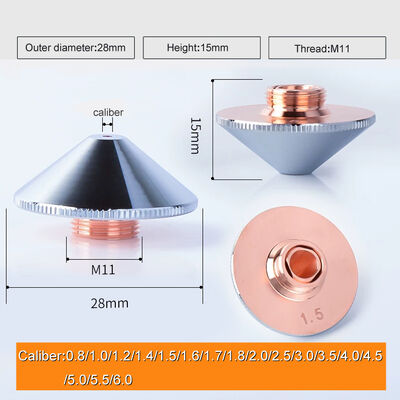
প্লাজমা কাটার মেশিন, এইচএসডি 130 কাটার মেশিন, শিল্ড ক্যাপ 220532
সাংহাই ZhouBo ঢালাই & কাটিয়া প্রযুক্তি কোম্পানী প্লাজমা কাটার consumables একটি পেশাদারী প্রস্তুতকারকের হয়, আমাদের কোম্পানি সাংহাই সিটি, চীন অবস্থিত, এটা 2007 সালে প্রতিষ্ঠিত হয়,কিন্তু আমরা এই ক্ষেত্রে 10 বছর উত্পাদন অভিজ্ঞতা ছিল, নতুন কারখানাটি 10000 বর্গ মিটারেরও বেশি এলাকা জুড়ে রয়েছে। এখানে 50-100 কর্মী এবং 20 গবেষণা প্রকৌশলী রয়েছে।
প্রায়শই জিজ্ঞাসিত প্রশ্নঃ
প্রশ্ন 1: আমি গুণমান পরীক্ষা করার জন্য একটি বিনামূল্যে নমুনা পেতে পারি?
উত্তরঃ অবশ্যই, আমরা বিনামূল্যে নমুনা সরবরাহ করতে পারি কিন্তু আপনাকে নিজেরাই এক্সপ্রেস খরচ বহন করতে হবে।
প্রশ্ন ২: আমি কি ক্যারিয়ার চার্জ দিতে পারব?
উঃ হ্যাঁ, আপনি এক্সপ্রেস চার্জ দিতে পারবেন অথবা আপনার অ্যাকাউন্ট ঠিক আছে।
প্রশ্ন 3: আমি কি আমার পণ্যগুলিতে আমার ট্রেডমার্ক যুক্ত করতে পারি?
উঃ হ্যাঁ, আমাদের আপনার অনুমোদনের শংসাপত্র দরকার।

| মেশিন |
HEC NO. |
রিফঃ না। |
বর্ণনা |
|
এইচএসডি ১৩০
|
H03528 |
220528 |
ইলেকট্রোড, ((বায়ু) ৪৫/ ((অক্সিজেন) ৫০ এম্প |
| H02487 |
220487 |
ইলেক্ট্রোড, (বায়ু) 130/ (অক্সিজেন) 130Amp |
| H03415 |
220415 |
ইলেক্ট্রোড,১৩০ এম্প (এন২,এইচ৩৫) |
| H73529 |
220529 |
ঘূর্ণায়মান রিং, (বায়ু) 45/ (অক্সিজেন) 50Amp |
| এইচ৭২৪৮৮ |
220488 |
ঘূর্ণায়মান রিং, (বায়ু) 130/ (অক্সিজেন) 130Amp |
| এইচ১৩৫২৫ |
220525 |
নজল,৪৫ এম্পার (বায়ু) |
| H13530 |
220530 |
ডোজেল,৫০ এম্প (অক্সিজেন) |
| H13492 |
220492 |
নল,১৩০ এম্প (বায়ু) |
| H13489 |
220489 |
নল,১৩০ এম্প (অক্সিজেন) |
| H13535 |
220535 |
নল,১৩০ এম্প (এন২,এইচ৩৫) |
| H33578 |
220578 |
৪৫/৫০/১৩০ এম্প (বায়ু, অক্সিজেন) |
| H33534 |
220534 |
৪৫/১৩০এম্প (এন২ এবং এফ৫,এইচ৩৫) এর উপর সীমাবদ্ধতা |
| এইচ২৩৫৩২ |
220532 |
ঢাল, বায়ু 45/অক্সিজেন 50Amp |
| এইচ২২৫৩৬ |
220536 |
ঢাল,১৩০ এম্প (বায়ু) |
| এইচ২২৪৯১ |
220491 |
ঢাল,130Amp (অক্সিজেন) |
| H03415 |
220415 |
ইলেক্ট্রোড,১৩০ এম্প (এন২,এইচ৩৫) |
| H03535 |
220535 |
নল,১৩০ এম্প (এন২,এইচ৩৫) |
| H33534 |
220534 |
৪৫/১৩০এম্প (এন২ এবং এফ৫,এইচ৩৫) এর উপর সীমাবদ্ধতা |
টেকনিক্যাল সাপোর্ট:
এ
প্লাজমা কাটিয়া মেশিনের বিষয়ে মনোযোগ প্রয়োজন
সিএনসি প্লাজমা কাটিং মেশিনের কাটিং পরামিতিগুলির নির্বাচন কাটিং গুণমান, কাটিং গতি এবং দক্ষতার জন্য খুব গুরুত্বপূর্ণ।উচ্চ মানের দ্রুত কাটা জন্য CNC প্লাজমা মেশিন সঠিক ব্যবহার, কাটিয়া প্রক্রিয়া পরামিতি গভীরভাবে বোঝা এবং আয়ত্ত করা আবশ্যক।
1, কাটিয়া বর্তমানঃ এটি সবচেয়ে গুরুত্বপূর্ণ কাটিয়া প্রক্রিয়া পরামিতি, সরাসরি কাটিয়া বেধ এবং গতি নির্ধারণ করে, অর্থাৎ, কাটিয়া ক্ষমতা। প্রভাবঃ 1, কাটিয়া বর্তমান বৃদ্ধি,আর্ক শক্তি বৃদ্ধি, কাটা ক্ষমতা, কাটিয়া গতি বৃদ্ধি করা হয়; 2, কাটিয়া বর্তমান বৃদ্ধি, আর্ক আর্ক ব্যাস বৃদ্ধি পরিবর্তনশীল রুক্ষ incision প্রস্থ তোলে; 3,নল থেকে বর্তমান রাষ্ট্রদূত কাটা তাপ লোড বৃদ্ধি, নল অকাল ক্ষতি, কাটিয়া মানের প্রাকৃতিক পতন, এমনকি স্বাভাবিক কাটা করতে পারবেন না.তাই কাটা বর্তমান এবং সংশ্লিষ্ট ডোজ কাটার আগে উপাদান বেধ অনুযায়ী বেছে নেওয়া উচিত.
2, কাটার গতিঃ সরঞ্জাম অনুযায়ী শ্রেষ্ঠ কাটার গতি পরিসীমা চিত্রিত বা উপাদান বেধ, বিভিন্ন উপকরণ, উচ্চ গলন বিন্দু নির্ধারণের জন্য পরীক্ষা নির্বাচিত,তাপ পরিবাহিতা এবং গলন পৃষ্ঠ চাপ এবং অন্যান্য কারণ, কাটা গতি এছাড়াও একটি সংশ্লিষ্ট পরিবর্তন হয়. প্রধান কর্মক্ষমতাঃ 1, কাটা গতি কাটা মান উন্নত করতে উন্নত করা যেতে পারে, যে সামান্য সংকীর্ণ incision হয়,ক্ষত পৃষ্ঠ আরো মসৃণ, এবং বিকৃতি কমাতে পারেন। 2, কাটা গতি খুব দ্রুত যে কাটা লাইন শক্তি প্রয়োজনীয় মান কম,জেট মধ্যে কাটা seam দ্রুত গলিত কাটা গলিত অবিলম্বে ফুঁ এবং বৃহত্তর প্রতিরোধ গঠন করতে পারে না3, যখন কাটা গতি খুব কম, কারণ কাটা প্লাজমা আর্ক অ্যানোড হয়,আর্ক এর স্থিতিশীলতা বজায় রাখার জন্য, অ্যানোড স্পট বা অ্যানোড অঞ্চলের কাছাকাছি পাওয়া সাম্প্রতিক আর্ক কাটিয়া seam, একই সময়ে একটি রেডিয়াল জেট আরো তাপ পাস হবে, তাই incision প্রশস্ত হয়ে,নীচের ফ্ল্যাঞ্জের গলিত উপাদানের খাঁজটির উভয় পাশে সমষ্টি এবং কোগুলেশন4, যখন গতি খুব কম, কারণ কাটা খুব প্রশস্ত হয়,আর্ক এমনকি আউট করা হবেএটি দেখা যায় যে ভাল কাটিয়া গুণমান এবং কাটিয়া গতি পৃথক করা যাবে না।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!