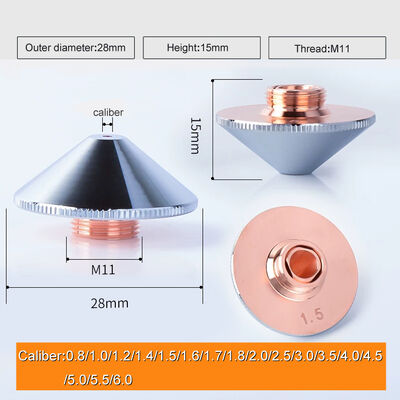
Kjellberg PA-S70W প্লাজমা মেশিন নোজেল। 12.40850 L2, Kjellberg প্লাজমা টর্চ Consumables আমাদের কোম্পানী আধুনিক ব্যবস্থাপনা মোড গ্রহণ করে এবং নতুন উচ্চ কার্যক্ষমতার নকশা এবং অবিচ্ছিন্ন টেকনিক সুবিধার উদ্ভাবন সহ ওয়েল্ডিং ও কাটিয়া সরঞ্জাম উত্পাদনকে সীমাবদ্ধ করে। আমাদের সমস্ত কর্মীরা "চীনা ব্র্যান্ড তৈরি করুন, প্রথম শ্রেণীর এন্টারপ্রাইজ তৈরি করুন" লক্ষ্যটি লক্ষ্য করার চেষ্টা করছে, আত্মার সাথে "সৎ ও ব্যবহারিক হওয়া, অগ্রণী প্রচেষ্টা এবং স্থিরতার সাথে পরিপূর্ণতা চাই।"
কোম্পানির প্রতিশ্রুতি: গ্রাহকরা কী ভাবছেন, গ্রাহকদের কী চিন্তা, সময় সরবরাহ এবং উচ্চ ট্র্যাকিং পরিষেবাতে চিন্তা করা।
| মেশিন | এইচইসি নং। | থুম নং। | সুত্র নেই. | বিবরণ |
| 1 | K720310 | R012 | 11.842.721.310 | O2 এক্সএল R012 (3 ডি) |
| 2 | K710414 | R2114 | 11.842.721.414 | 1.4 R2114 |
| 3 | K730162 | R3008 | 11.842.601.162 | 0.8 R3008 (3 ডি) |
| 4 | K710780 | ক 1 | .12.37780 | , A1,120A |
| 5 | K710620 | A3 তে | .11.828.511.620 | , A3,180A |
| 6 | K710910 | A2, | .12.40910 | , A2,250A |
| 7 | K720550 | K5 | .11.828.911.550 | , K5 |
| 8 | K10L1 | এটি L1 | .12.43050 | |
| 9 | K10L2 | ও L2 | .12.40850 | |
| 10 | K10L3 | L3 | .11.828.501.414 | |
| 11 | K00K2 | হবে K2 | .12.4087 | |
| 12 | K00K3 | K3-এক্সট্রা লার্জ | .11.833.121.300-এজি | |
| 13 | K730790 | V3000 | .12.37790 | |
| 14 | K750230 | V951 | .11.828.911.230 | V951 |
| 15 | | | .10.505.908 | হে রিং 18.2 এক্স 1.9 ভিএমকিউ আইএসও 1629 70SHSW |
| 16 | | | .10.505.923 | ও-রিং 28 এক্স 2.0 ভিএমকিউ আইএসও 1629 70 কিনারা |
কারিগরি সহযোগিতা:
প্লাজমা কাটা সমস্যা
5.1 কোন উচ্চ ফ্রিকোয়েন্সি নির্দেশিকা চাপ
উচ্চ ফ্রিকোয়েন্সি আর্ক ইগনিশন সার্কিট পরীক্ষা করুন, প্রথমে 110VAC চেক করুন, এবং G1, G2 পর্যবেক্ষণ করুন যেখানে স্রাব স্পার্ক রয়েছে কিনা। যদি না হয়, সাধারণত 110VAC আসে না বা জি 1, G2 প্লাস্টিক বোর্ড স্যাঁতসেঁতে না, G2 পরে স্যাঁতসেঁতে হয়, G1 স্রাব এবং উচ্চ চাপ উত্পাদন করতে পারে না। 110VAC পুনরুদ্ধার একটি চুল ড্রায়ার সঙ্গে কাঠের আঠালো শুকনো। তবুও যদি কোন গাইড চাপ না থাকে, ত্বকের প্রভাবের উচ্চ ফ্রিকোয়েন্সির কারণে উচ্চ ফ্রিকোয়েন্সি চাপ পরীক্ষা করা উচিত, উচ্চ ফ্রিকোয়েন্সি লাইন এবং পরিবাহী রিং এর অগ্রভাগ ভাল নয় অথবা সিলিং রিং এবং এর কারণে শীতল জল একটি সংক্ষিপ্ত সার্কিট হবে না। কাটিয়া বন্দুক খুলুন, উচ্চ ফ্রিকোয়েন্সি লাইন বা সীল রিং প্রতিস্থাপন, সাধারণত সমস্যা সমাধান করতে পারেন।
5.2 কোন কাটিয়া চাপ আছে
একটি উচ্চ ফ্রিকোয়েন্সি স্পার্ক পালন ক্ষেত্রে, প্রথম একটি খোলা সার্কিট ভোল্টেজ 400VDC আছে কিনা তা পরীক্ষা করুন। যদি না হয়, তিন ফেজ শক্তি সরবরাহ ফেজ চেক কিনা। উচ্চ শক্তি সিলিকন শক্তি সরবরাহ বাক্সে নিয়ন্ত্রিত সংশোধনকারী এবং ট্রিগার সার্কিট বোর্ড। যদি পাওয়ার সাপ্লাই স্বাভাবিক হয়, পিএলসি কন্ট্রোল বক্স খুলুন, পিএলসি ইনপুট এবং আউটপুট সিগন্যাল চেক করুন। ইনপুট শীতল জল, কাটা জল প্রবাহ সংকেত, নাইট্রোজেন এবং অক্সিজেন চাপ সংকেত গঠিত। জল ঠান্ডা ছাড়া জল প্রবাহ সংকেত কাটিং, ঠান্ডা জল পাম্প পাম্প কাটা ছাড়া, প্রতিস্থাপিত করা উচিত; নাইট্রোজেন, অক্সিজেন চাপ সংকেত নাইট্রোজেন, অক্সিজেন উৎস, এবং পাইপলাইন লিক কিনা তা পরীক্ষা করা উচিত। যেমন শুরুর শর্তগুলি পূরণ করা হয়, কাটিয়া বন্দুক, ইলেকট্রোড রড সিলিং রিং বা অগ্রভাগ সীল ক্ষতির পরীক্ষা করা হবে বিদ্যুদ্বাহক এবং অগ্রভাগের মধ্যে গহ্বরের মধ্যে ঘুমানোর পানি যা শর্ট-সার্কিট ডিসি পাওয়ার সাপ্লাই এবং অগ্রভাগের দিকে অগ্রসর হতে পারে। workpiece সঙ্গে একটি লুপ গঠন না। সিলিং রিং প্রতিস্থাপন, সমস্যা সমাধান করতে পারে যে একত্রিত মশাল পুনরায়।
5.3 কাটিয়া দরিদ্র মানের
কাটা পরিচ্ছদ পরিধান না কাটা হয়, বা স্লাগ ঝুলন্ত, অসম slotted। এই প্রধান চাপ যথেষ্ট সংকোচন, চাপ কলাম ঘন, না কারণে অনুপ্রবেশ সমস্যা, প্রধান কারণ গ্যাস চাপ কাটা হয় অপর্যাপ্ত বা গ্যাস পাইপলাইন ফুটো কাটা হয় না। যৌগিক ইলেক্ট্রোম্যাগনেটিক ভালভ কন্ট্রোল গ্যাস, সংমিশ্রণ সুইচ এবং ট্র্যাচিয়া, অগ্রভাগের পরামিতিগুলির অনুকরণের ব্যবহার, ভুল, অগ্রভাগ ইলেকট্রোডের মধ্যে অশান্তির কারণও হবে।
5.4 স্পার্ক জেনারেটর চাপ ভঙ্গ করা যাবে না
প্লাজমা কাটিয়া মেশিনের কাজ, প্রথমটি প্লাজমা চাপকে জ্বালানোর জন্য, উচ্চ ফ্রিকোয়েন্সি অসিলেটর দ্বারা ইলেকট্রোড এবং অগ্রভাগের ভেতর প্রাচীরের মধ্যে উত্তেজিত গ্যাস, যার ফলে উচ্চ-ফ্রিকোয়েন্সি স্রাব, গ্যাস ionization এবং স্থানীয় ছোট চাপ তৈরি হয়। সংক্ষেপিত বায়ু দ্বারা ছোট চাপ এবং অগ্রভাগ প্লাজমা চাপ প্রজ্বলিত অগ্রভাগ, যা প্রধান টাস্ক স্পার্ক জেনারেটর। স্বাভাবিক পরিস্থিতিতে, স্পার্ক জেনারেটরের কাজ করার সময়টি কেবলমাত্র 0. 5 ~ 1s, স্বয়ংক্রিয়ভাবে স্বয়ংক্রিয়ভাবে বিরতি না দেওয়ার কারণে স্বয়ংক্রিয়ভাবে কন্ট্রোল সার্কিট বোর্ড উপাদানগুলি অফসেট করে, স্পার্ক জেনারেটরের স্রাবের ইলেকট্রোড ফাঁকটি সঠিক নয়। সর্বদা স্পার্ক জেনারেটর স্রাব ইলেকট্রোড পরীক্ষা করা উচিত, পৃষ্ঠ মসৃণ, স্রাব ইলেকট্রোড ফাঁক স্পার্ক জেনারেটর সময়মত সমন্বয় করা (0. থেকে 8 থেকে 1. 2 মিমি), এটা নিয়ন্ত্রণ বোর্ড পরিবর্তন প্রয়োজন।
5.5 স্থল সঙ্গে দুর্বল যোগাযোগ
কাজ একটি কাটা আগে স্থল প্রস্তুতি অপরিহার্য প্রস্তুতি। বিশেষ গ্রাউন্ডিং টুল ব্যবহার করে, ওয়ার্কপিস পৃষ্ঠের নিরোধক এবং দীর্ঘমেয়াদী সুপরিণতি গুরুতর স্থল, স্থল সঙ্গে দুর্বল যোগাযোগ হতে হবে। বিশেষ গ্রাউন্ডিং টুল ব্যবহার করা উচিত, এবং verpiece পৃষ্ঠ সঙ্গে স্থল যোগাযোগের অন্তরণ প্রভাব কিনা, বার্ধক্য বয়স এড়ানো

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!