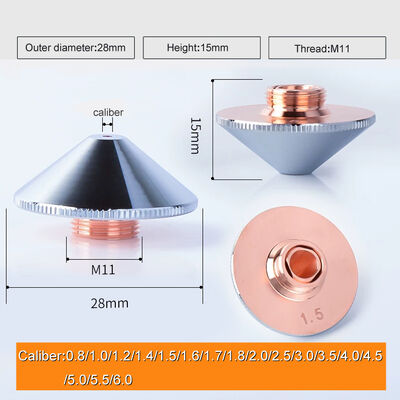
কেজেলবার্গ প্লাজমা টর্চ নজল.11.848.221.430 G2330 প্লাজমা কাটার মেশিনে
1. এইচইসি ব্র্যান্ড
আমরা ধাতু কাটার সিস্টেম এবং প্লাজমা কাটার পাশাপাশি টর্চ এবং খরচ উপকরণ তৈরি করি। আমরা উচ্চ মানের এবং নির্ভরযোগ্যতার সাথে প্লাজমা কাটার মেশিন এবং ফাইবার লেজার কাটার মেশিন তৈরি করি।
2. কাট পারফরম্যান্স
এইচইসির প্লাজমা ব্যবহারযোগ্য সামগ্রী উচ্চমানের উপাদান এবং স্ট্যান্ডার্ড প্রক্রিয়া ব্যবহার করে সর্বোচ্চ মানের নিশ্চিত করার জন্য। আমাদের ব্যবহারযোগ্য সামগ্রী কাটা কর্মক্ষমতা মূল OEM উত্পাদন হিসাবে একই।
3ভালো দাম
এইচইসির প্লাজমা ব্যবহারযোগ্য সামগ্রী কম দামে ভালো মানের।
4বড় শ্রেণী
এইচইসি সব ধরনের প্লাজমা ব্যবহারযোগ্য সামগ্রী বিক্রি করে, যার মধ্যে রয়েছে, ইএএসবি, কেজেলবার্গ, কোইকে এবং কিছু টর্চ সরবরাহ করে।

| মেশিন |
HEC NO. |
থাম না। |
রিফঃ না। |
বর্ণনা |
|
হাইফোকাস ২৮০আই
হাইফোকাস ৩৬০আই
হাইফোকাস ৪৪০আই
(কার্বন ইস্পাত)
|
K94211 |
G901Y |
.11.848.201.142 |
শীতল টিউব |
| K94212 |
G902Y |
.11.852.201.142 |
শীতল টিউব |
| K94241 |
G931Y |
.11.848.401.142 |
শীতল টিউব |
| K0402 |
G002Y |
.11.848.221.300 |
ক্যাথোড O2 |
| K0105 |
G015Y |
.11.848.231.350 |
ক্যাথোড O2 |
| K0101 |
G011Y |
.11.848.231.320 |
ক্যাথোড O2 |
| K0106 |
G016Y |
.11.848.231.360 |
ক্যাথোড O2 |
| K0402 |
G092Y |
.11.848.401.310 |
ক্যাথোড O2 |
| K7441 |
G101 |
.11.848.221.145 |
গ্যাস গাইড |
| K1466 |
G2006 |
.11.848.221.406 |
ডোজেল O2 25A |
| K1467 |
জি ২০০৭ |
.11.848.221.407 |
ডোজেল O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
ডোজেল ক্যাপ |
| K641515 |
G4015 |
.11.848.201.1515 |
গ্যাস ক্যাপ ঘূর্ণন |
| K641220 |
G4020 |
.11.848.201.1520 |
গ্যাস ক্যাপ ঘূর্ণন |
| K44191 |
G501 |
.11.848.201.081 |
সুরক্ষা ক্যাপ |
| K0403 |
G003Y |
.11.848.221.310 |
গ্যাথোড -O2 |
| K7442 |
G102 |
.11.848.221.146 |
গ্যাস গাইড |
| K1466 |
G2006Y |
.11.848.221.406 |
ডোজেল O2 |
| K1467 |
G2007Y |
.11.848.221.407 |
ডোজেল O2 |
| K1468 |
G2008Y |
.11.848.221.408 |
নল O2 50A |
| K14610 |
G2010Y |
.11.848.221.410 |
ডোজেল O2 80A |
| K14612 |
G2012Y |
.11.848.221.412 |
নল O2 120A |
| K14614 |
G2014Y |
.11.848.221.414 |
নল O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
নল O2 200A |
| K14826 |
G2326Y |
.11.848.221.426 |
নল |
| K14830 |
G2330Y |
.11.848.221.430 |
নল |
| K14831 |
G2331Y |
.11.848.221.431 |
নল |
| K11014 |
G2514 |
.11.848.311.614 |
নল |
| K11015 |
G2515 |
.11.848.311.615 |
নল |
| K11016 |
G2516 |
.11.848.311.616 |
নল |
| K11018 |
G2518 |
.11.848.311.618 |
নল |
| K11125 |
G2725 |
.11.848.411.625 |
নল |
| K11127 |
G2727 |
.11.848.411.627 |
নল |
| K11129 |
G2729 |
.11.848.411.629 |
নল |
| K541228 |
G3028 |
.11.848.201.1628 |
ডোজেল ক্যাপ |
| K641522 |
G4022 |
.11.848.201.1522 |
গ্যাস ক্যাপ ঘূর্ণন |
| K641525 |
G4025 |
.11.848.201.1525 |
গ্যাস ক্যাপ ঘূর্ণন |
| K641530 |
G4030 |
.11.848.201.1530 |
গ্যাস ক্যাপ ঘূর্ণন |
| K04242 |
G032Y |
.11.848.421.310 |
ক্যাথোড O2 |
| K04244 |
G034Y |
.11.848.421.330 |
ক্যাথোড O2 |
| K74251 |
G121 |
.11.848.421.145 |
গ্যাস গাইড |
| K14826 |
G2326Y |
.11.848.421.426 |
ডোজেল O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
নল O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
নল -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
ডোজেল ক্যাপ |
| K541419 |
G3219 |
.11.848.401.1619 |
ডোজেল ক্যাপ |
| K541429 |
G3229 |
.11.848.401.1629 |
ডোজেল ক্যাপ |
| K641745 |
G4345 |
.11.848.401.1545 |
গ্যাস ক্যাপ ঘূর্ণন |
| K641750 |
G4350 |
.11.848.401.1550 |
গ্যাস ক্যাপ ঘূর্ণন |
| K641755 |
G4355 |
.11.848.401.1555 |
গ্যাস ক্যাপ ঘূর্ণন |
| K44201 |
G521 |
.11.848.401.081 |
সুরক্ষা ক্যাপ |
| K94211 |
G901Y |
.11.848.201.142 |
জল নল |
| K94212 |
G902Y |
.11.852.201.142 |
জল নল |
| K94241 |
G931Y |
.11.848.401.142 |
জল নল |
টেকনিক্যাল সাপোর্ট:
প্লাজমা কাটিয়াএটি একটি প্রক্রিয়া যা গরম প্লাজমার একটি ত্বরিত জেটের মাধ্যমে বৈদ্যুতিকভাবে পরিবাহী উপকরণগুলি কেটে দেয়। এই প্রক্রিয়া দ্বারা কাটা সাধারণ উপকরণগুলির মধ্যে রয়েছে ইস্পাত, অ্যালুমিনিয়াম,তামারপ্লাজমা কাটিয়া প্রায়ই ফ্যাব্রিকেশন এবং ওয়েল্ডিং কর্মশালা, অটোমোবাইল মেরামত এবং পুনরুদ্ধার, শিল্প নির্মাণ,উদ্ধার ও ধ্বংসাবশেষ অপারেশনউচ্চ গতির, সুনির্দিষ্ট কাটা, কম অপারেশন খরচ, প্লাজমা কাটিয়া ছোট হবিস্ট দোকান পর্যন্ত বড় আকারের শিল্প সিএনসি অ্যাপ্লিকেশন থেকে ব্যাপক ব্যবহার দেখায়।
প্রক্রিয়াঃ
প্লাজমা কাটার মৌলিক পদ্ধতিতে আইওনাইজড গ্যাসের একটি বৈদ্যুতিক চ্যানেল তৈরি করা হয়, অর্থাৎ প্লাজমা নিজেই প্লাজমা কাটার থেকে, কাটার জন্য ওয়ার্কপিসের মাধ্যমে,এইভাবে একটি গ্রাউন্ডিং ক্ল্যাম্পের মাধ্যমে প্লাজমা কাটার ফিরে একটি সম্পূর্ণ বৈদ্যুতিক সার্কিট গঠনএটি একটি সংকুচিত গ্যাস (অক্সিজেন, বায়ু, inert এবং অন্যান্য উপাদান কাটা হচ্ছে উপর নির্ভর করে) যা একটি ফোকাস nozzle মাধ্যমে উচ্চ গতিতে কাজ টুকরা দিকে উড়িয়ে দ্বারা সম্পন্ন করা হয়।তারপর গ্যাসের ভিতরে একটি বৈদ্যুতিক আর্ক গঠিত হয়, গ্যাসের ডোজের কাছাকাছি বা ইন্টিগ্রেটেড একটি ইলেকট্রোড এবং ওয়ার্কপিসের মধ্যে। বৈদ্যুতিক আর্ক গ্যাসের কিছু আয়োনাইজ করে, যার ফলে প্লাজমার একটি বৈদ্যুতিকভাবে পরিবাহী চ্যানেল তৈরি হয়।যেমন কাটার টর্চ থেকে বিদ্যুৎ এই প্লাজমা নিচে ভ্রমণ এটি কাজ টুকরা মাধ্যমে গলতে যথেষ্ট তাপ প্রদান করেএকই সময়ে, উচ্চ গতির প্লাজমা এবং সংকুচিত গ্যাসের একটি বড় অংশ গরম গলিত ধাতু উড়িয়ে দেয়, যার ফলে কাজটি পৃথক করে, অর্থাৎ কাটা হয়।
প্লাজমা কাটিং হল পাতলা এবং পুরু উভয় উপকরণ কেটে ফেলার একটি কার্যকর উপায়। হ্যান্ডহেল্ড টর্চগুলি সাধারণত 38 মিমি পুরু ইস্পাত প্লেট পর্যন্ত কেটে ফেলতে পারে।এবং শক্তিশালী কম্পিউটার নিয়ন্ত্রিত টর্চগুলি 150 মিমি পর্যন্ত বেধের ইস্পাত কেটে ফেলতে পারে.[১]যেহেতু প্লাজমা কাটার যন্ত্রগুলি খুব গরম এবং খুব স্থানীয় "কন" তৈরি করে, তাই তারা বাঁকা বা কোণযুক্ত আকারে শীট ধাতু কাটাতে অত্যন্ত দরকারী।
ইটিঃ
সঠিক চোখের সুরক্ষা (কিন্তু গ্যাস ওয়েল্ডিং গগলস নয় কারণ এগুলি ইউভি সুরক্ষা দেয় না) এবং মুখের ঢালগুলি চোখের ক্ষতির পাশাপাশি ধ্বংসাবশেষ থেকে ক্ষতির প্রতিরোধের জন্য প্রয়োজন,আর্ক ওয়েল্ডিং অনুযায়ী. এটি কাটার জন্য সবুজ লেন্সের ছায়া # 8 বা # 9 এটি চশমা ব্যবহার করার পরামর্শ দেওয়া হয় যাতে রেটিনা "ফ্ল্যাশ" বা পোড়া না হয়। ওএসএইচএ 300 এর কম আর্ক বর্তমানের জন্য একটি ছায়া 8 সুপারিশ করে,কিন্তু নোট যে "এই মানগুলি যেখানে প্রকৃত আর্ক স্পষ্টভাবে দেখা যায় প্রযোজ্যঅভিজ্ঞতা দেখিয়েছে যে যখন আর্কটি ওয়ার্কপিস দ্বারা আড়াল করা হয় তখন হালকা ফিল্টার ব্যবহার করা যেতে পারে।
চামড়ার গ্লাভস, এপ্রন এবং জ্যাকেটও স্পার্ক এবং ধ্বংসাবশেষ থেকে পোড়া রোধ করার জন্য সুপারিশ করা হয়।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!