কমাসু প্লাজমা গাইড বি 969-95-24780 কমাস্তু প্লাজমা কাটিং মেশিন কনজিউমবলের জন্য সাংহাই ZhouBo ঢালাই ও কাটিং প্রযুক্তি কোম্পানি প্লাজমা কর্তনকারী ভোক্তা একটি পেশাদারী প্রস্তুতকারকের।
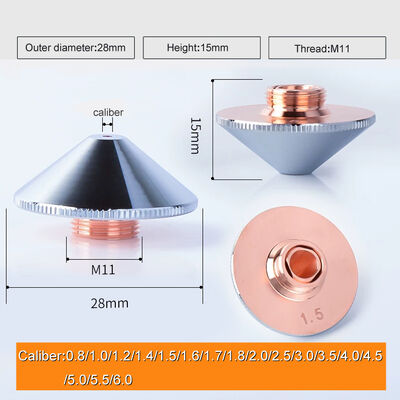
1. প্লাজমা কনজুমেবেল ইলেকট্রোড, অগ্রভাগ, ঢাল, সুইল রিং, অভ্যন্তরীণ টুপি, ধারণক্ষম টুপি, জল নল, টর্চ সংস্থা, যেমন HT4400, HPR400XD, HPR260XD, HPR130XD, HPR260, HPR130, HSD130, HD3070, HD4070, এইচটি ২000, MAX200, পাওয়ারম্যাক 1650, পাওয়ারমেক্স 1২50, পাওয়ারম্যাক 65, পাওয়ারম্যাক 85, পাওয়ারম্যাক 45, পাওয়ারম্যাক্স 30 এবং এভাবে।
2. গ্রাহকের প্রয়োজনীয়তা অনুযায়ী করতে পারেন। প্রায় প্রতিটি অংশ স্টক অনেক আছে।
3. কঠোর মান নিয়ন্ত্রণ। আমাদের পণ্য প্রক্রিয়াকরণ সিএনসি মেশিন ব্যবহার করা হয়, আমরা উচ্চ নির্ভুলতা টেস্টিং যন্ত্রপাতি পনের সেট আছে এবং আশি দক্ষ দক্ষ শ্রমিক।
4. আমাদের সাথে যোগাযোগ স্বাগত জানাই। আপনি আমাদের ই-মেইল, স্কাইপ, WhatsApp, ওয়েচ্যাট বা কল করতে পারেন।
5.Outer প্যাকিং: স্ট্যান্ডার্ড এক্সপোর্ট শক্ত কাগজ।
6. কোন প্রশ্ন থাকে, pls আমাদের অবহিত বিনা দ্বিধায়।
গ্রাহক সন্তুষ্টি আপনি যদি আমাদের পণ্যগুলির গুণমানের বিষয়ে চিন্তা করেন তবে আমি আপনাকে বিনামূল্যে পরীক্ষা করতে কিছু নমুনা দিতে পারি। আপনার ক্রয়ের পূর্বে বা পরে আপনার কোন প্রশ্ন বা উদ্বেগ থাকলে আমাদের সাথে যোগাযোগ করতে দ্বিধা করবেন না দয়া করে। আমরা আপনার 100% সন্তুষ্টি প্রতিশ্রুতিবদ্ধ।
শিপিং এবং হস্তান্তর 1. DHL আমাদের পছন্দের শিপিং পদ্ধতি। এদিকে টিএনটি, ইএমএস, ফেডেক্স, ইউপিএস পাওয়া যায়।
2. আপনার ক্রেতা তথ্য ভর্তি যখন টেলিফোন নম্বর ছেড়ে নিশ্চিত করুন।
3. আপনি ট্র্যাকিং মাধ্যমে ট্রানজিট যেখানে পণ্য চেক করতে পারেন।
ফেরত (শুধুমাত্র বিনিময়) 1. আপনি যদি আপনার ক্রয়ের সাথে সন্তুষ্ট না হন তবে আপনি প্রাপ্ত আইটেমগুলি পরিবর্তন করতে পারেন। প্রাপ্তির 5 দিনের মধ্যে আমাদের অবশ্যই আপনার সাথে যোগাযোগ করতে হবে
আপনার আদেশ। এবং আপনি সমস্ত অতিরিক্ত শিপিং ফি ব্যয় করা উচিত এবং ফেরত আইটেম তাদের মূল রাখা উচিত
অবস্থা।
2. আপনি যদি ত্রুটিযুক্ত বা ভুল শুল্ক পণ্য বিনিময় করতে চান তবে পণ্যটি পাওয়ার পর 5 দিনের মধ্যে আমাদের সাথে যোগাযোগ করুন।
নোট 1. ক্রেতা আপনার প্রয়োজনীয় মনে কোন বীমা জন্য দায়ী।
2. একটি নির্দিষ্ট আদেশের জন্য প্রক্রিয়াকরণ সময় পণ্য টাইপ এবং স্টক অবস্থা পরিবর্তিত হয়। বেশিরভাগ সময় প্রক্রিয়াকরণ সময় 3 থেকে 15 কার্যদিবস হতে পারে।
প্রতিক্রিয়া 1. আপনার প্রতিক্রিয়া আমাদের ব্যবসার উন্নয়নে খুবই গুরুত্বপূর্ণ, যেহেতু আমরা আন্তরিকভাবে আপনাকে আমাদের জন্য ইতিবাচক প্রতিক্রিয়া ত্যাগ করার জন্য আমন্ত্রণ জানাচ্ছি
আপনি আমাদের পণ্য এবং সেবা সঙ্গে সন্তুষ্ট। এটা মাত্র 1 মিনিট সময় লাগবে।
2. কোনো নেতিবাচক বা নিরপেক্ষ প্রতিক্রিয়া ছাড়ার আগে আমাদের সাথে যোগাযোগ করুন। আমরা আপনার সমস্যা সমাধানের জন্য আপনার সাথে কাজ করব। ধন্যবাদ!
| মেশিন | এইচইসি নং। | সুত্র নেই. | বিবরণ |
| 30KW | L41470 | 969-95-24470 | বাইরের ক্যাপ |
| L21750 | 969-95-24750 | ঢাল ক্যাপ (<t6mm) |
| L21810 | 969-95-24810 | ঢাল ক্যাপ (> t6mm) |
| L31141 | 969-95-24141 | রিং |
| L11130 | 969-95-24130 | নল 1.3 মিমি |
| L11190 | 969-95-24180 | নীল 1.1 মিমি |
| L11180 | 969-95-24190 | নল 0.8 মিমি |
| L11770 | 969-95-24770 | নীল 0.6 মিমি |
| L71320 | 969-95-24320 | গাইড এ (নোজেল 1,3,1,1 মিমি) |
| L71780 | 969-95-24780 | গাইড বি (নীল 0.8.0.6 মিমি) |
| L01310 | 969-95-24310 | বিদ্যুদ্বাহক |
| L91410 | 969-95-24410 | বহিরাগত টুপি জন্য শিম |
| L91162 | 969-94-24162 | কেন্দ্র পাইপ |
| L91163 | 969-94-24163 | কেন্দ্র পাইপ |
| L81311 | 969-94-24311 | টর্চ শরীরের কিট |
| L81312 | 969-94-24312 | টর্চ শরীরের কিট |
| L90990 | 969-95-10990 | ঠান্ডা পানি |
| L01910 | 969-95-24910 | বিদ্যুদ্বাহক |
| L11920 | 969-95-24920 | অগ্রভাগ 1.6 |
| L11930 | 969-95-24930 | অগ্রভাগ 1.4 |
| L21950 | 969-95-24950 | ঢাল ক্যাপ 1.6 |
| L21960 | 969-95-24960 | ঢাল ক্যাপ 1.4 |
| | | |
কারিগরি সহযোগিতা:
প্লাজমা কাটিয়া মেশিন অ্যাপ্লিকেশন প্রচলিত সমস্যা
প্লাজমা কাটিয়া বৈদ্যুতিক চাপ স্থায়িত্ব সরাসরি কাটিয়া মানের প্রভাবিত, প্লাজমা চাপ অস্থির ঘটনা, চশমা সীসা, ম্যালানোমা ত্রুটিগুলির পণ্য অসমাপ্ত, সম্পর্কিত উপাদান জীবন, অগ্রভাগ এবং ইলেকট্রোড ঘন ঘন প্রতিস্থাপন নিয়ন্ত্রণ সিস্টেম হ্রাস হতে পারে। এই ঘটনাটি দেখুন, বিশ্লেষণ এবং সমাধান প্রস্তাব।
1 কম চাপ
"প্লাজমা কাটিয়া মেশিনের কাজ, যেমন স্পেসিফিকেশনের নিচে অনেক কম চাপের চাপ, যার ফলে চাপের প্লাজমা জেট বেগ দুর্বল হয়ে যায়, ইনপুট বায়ু প্রবাহ নির্দিষ্ট মানের থেকে কম, উচ্চ শক্তির এই ফর্ম এবং প্লাজমা চাপের উচ্চ গতির কারণ, যার ফলে চুরির গুণটি দরিদ্র, কাটানো, উত্পাদনের টিউমারের মাধ্যমে কাটা হয়। কারণগুলির অপর্যাপ্ত চাপ হল: এয়ার সংকোচকারী ইনপুট, কাটিয়া মেশিন, বায়ু নিয়ন্ত্রক কম ভোল্টেজ, ইলেক্ট্রোম্যাগনেটিক ভালভ তেল, গ্যাস পথ আটকা পড়েছে ইত্যাদি।
"সমাধান, প্রয়োজনীয়তা পূরণ না হলে এয়ার সংকোচকারী আউটপুট চাপ প্রদর্শন পর্যবেক্ষণ, আগে চাপ বা বায়ু সংকোচকারী রক্ষণাবেক্ষণ সামঞ্জস্য। আগে যদি ইনপুট চাপ প্রয়োজনীয়তা পৌঁছেছেন, সঠিকভাবে সমন্বয় চেক এয়ার ফিল্টার ত্রাণ চাপ ভালভ, গেজ ডিসপ্লে কাটিয়া প্রয়োজনীয়তা পূরণ করতে পারে। অন্যথায় নিয়মিত রক্ষণাবেক্ষণের জন্য বায়ু পরিশোধক ত্রাণ চাপ ভালভ মোকাবেলা করুন, নিশ্চিত করুন যে বায়ু শুকনো, কোন তেল। যদি ইনপুটটি খারাপ বায়ু মানের, তেল solenoid ভালভ, ভালভ খোলার, ভালভ হতে পারে পোর্ট সম্পূর্ণরূপে খোলা হয় না। উপরন্তু, টর্চ অগ্রভাগ চাপ খুব কম, solenoid ভালভ প্রতিস্থাপন করতে হবে; ট্র্যাকাল প্রতিস্থাপন জন্য নির্দিষ্টকরণ অনুযায়ী গ্যাস রাস্তা বিভাগ পরিবর্তনশীল খুব চাপ কম হয়।
2 উচ্চ চাপ
"যদি প্লাজমা চাপ তৈরির পরে ইনপুট বায়ু চাপ 0.45MPa ছাড়িয়ে যায় তবে বায়ুর বৃহত্তর প্রবাহ ঘনীভূত চাপ কলামটি ফুটে উঠবে, চাপ কলামের বিস্তারের শক্তি, প্লাজমা চাপের তীব্রতা কমাতে পারে। কারণ চাপ খুব বেশি , কারণ হয়: অনুপযুক্ত ইনপুট এয়ার কন্ডিশনার, বায়ু ফিল্টার নিয়ন্ত্রক খুব উচ্চ বা বায়ু ফিল্টার ভালভ ব্যর্থতা।
সমাধান এয়ার সংকোচকারী চাপ সঠিকভাবে সামঞ্জস্য করা হয় কিনা তা পরীক্ষা করা হয়, এয়ার সংকোচকারী এবং বায়ু পরিশোধক চাপ ত্রাণ ভালভ কার্যকারিতা। বায়ু ফিল্টার ত্রাণ চাপ ভালভ অ্যাডভেঞ্চার সুইচ ঘূর্ণায়মান হিসাবে স্টার্টআপ, যেমন, এয়ার ফিল্টার ত্রাণ চাপ ভালভ ব্যর্থতা, প্রতিস্থাপিত করা প্রয়োজন নির্দেশ করে, অপরিবর্তিত গেজ।
3 কাটা টর্চ অগ্রভাগ এবং ইলেকট্রোড
"অগ্রভাগ ইনস্টলেশনটি অনুপযুক্ত, যেমন থ্রেডগুলি কঠোর করা হয় না, প্রতিটি ব্লক বিট অনুপযুক্ত সমন্বয়ের সরঞ্জামগুলির জন্য, কাজের সময়ে মশালের জল কুলিংয়ের প্রয়োজন হয়, শীতল জল এবং ঘন আর্সেস প্রবাহের প্রয়োজনীয়তা অনুসারে নয়, অগ্রভাগ অকাল ব্যর্থতা হতে হবে।
"সমাধান হল, ওয়ার্কপিস কাটিয়া প্রযুক্তির প্রয়োজনীয়তা এবং সরঞ্জাম গিয়ারের সঠিক সমন্বয় অনুসারে, টর্চ অগ্রভাগ দৃঢ়ভাবে ইনস্টল করা হয়েছে কিনা তা নিশ্চিত করুন, শীতল জল অগ্রভাগ ঠান্ডা পানি সঞ্চালনে অগ্রিম করা উচিত। কাটা কাটা টর্চ এবং workpiece দূরত্ব অনুযায়ী workpiece বেধ সমন্বয়।
4 ইনপুট এসি ভোল্টেজ খুব কম
প্লাজমা কাটিয়া মেশিন ব্যবহার করে সাইটটি একটি বড় পাওয়ার ব্যবহার সুবিধা, কাটিয়া মেশিন অভ্যন্তরীণ প্রধান সার্কিট উপাদান, ইত্যাদি, ইনপুট এসি ভোল্টেজ খুব কম হবে।
পাওয়ার গ্রিডে প্লাজমা কাটিয়া মেশিন অ্যাক্সেসের পর্যাপ্ত ক্ষমতা আছে কি না তা পরীক্ষা করার জন্য, পাওয়ার লাইনের নির্দিষ্টকরণগুলি প্রয়োজনীয়তার সাথে সঙ্গতিপূর্ণ। প্লাজমা কাটিয়া মেশিন ইনস্টলেশন অবস্থান, বড় বৈদ্যুতিক সরঞ্জাম থেকে দূরে হতে হবে এবং প্রায়ই বৈদ্যুতিক হস্তক্ষেপ জায়গা আছে। প্রক্রিয়া ব্যবহার, ময়লা এবং ধুলো কাটিয়া মেশিন উপাদান পরিষ্কারভাবে পরিষ্কার, তারের বুকে ইত্যাদি চেক করুন ..
স্থল সঙ্গে 5 দরিদ্র যোগাযোগ
"কাজ কাটার আগে মাটি প্রয়োজনীয় প্রস্তুতি। বিশেষ গ্রাউন্ডিং টুল ব্যবহার না করে, ওয়ার্কপিস পৃষ্ঠের নিরোধক এবং দীর্ঘমেয়াদী সুপরিণতি গুরুতর স্থল মাটির সাথে খারাপ যোগাযোগ সৃষ্টি করবে।
বিশেষ গ্রাউন্ডিং টুল ব্যবহার করা উচিত, এবং verpiece পৃষ্ঠ সঙ্গে স্থল যোগাযোগের অন্তরণ প্রভাব কিনা, বার্ধক্য পলায়ন এড়াতে।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!